971 2 607 5197. Aluminum anodic oxidation automotive Blanking cnc coiling dc04 dc motor housing deep drawing parts deep drawn enclosures electrophoresis flange Forming fuel pump housing galvanized sheet machining metal pressing metal stamping parts metalworking motor can motor shell multiple progressive dies Notched Piercing polishing powder coating precision.
Materials Free Full Text Simulation Based Process Design For Asymmetric Single Point Incremental Forming Of Individual Titanium Alloy Hip Cup Prosthesis Html
971 2 607 5200.
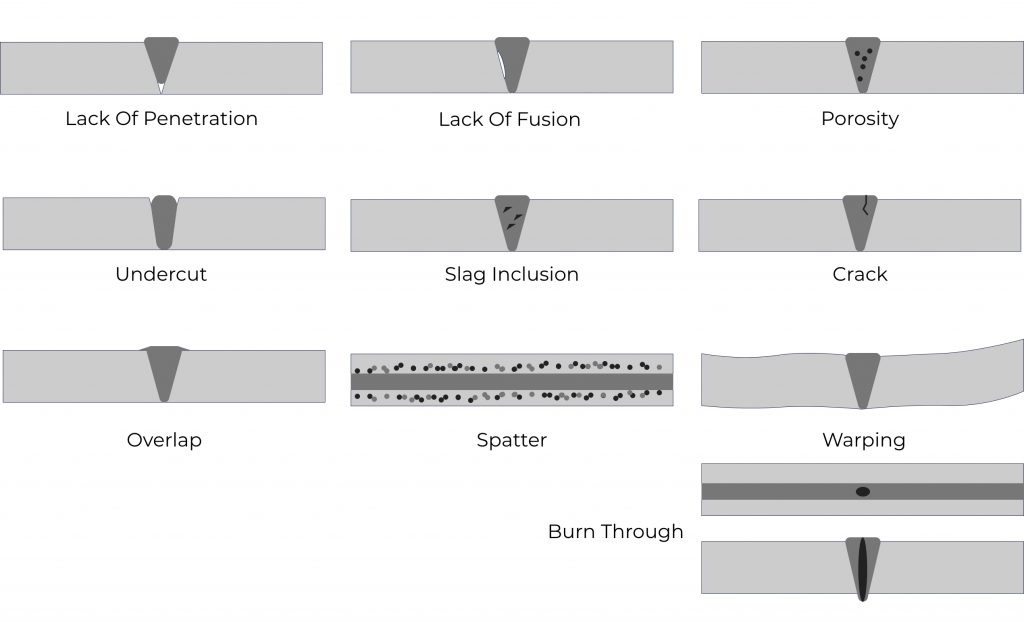
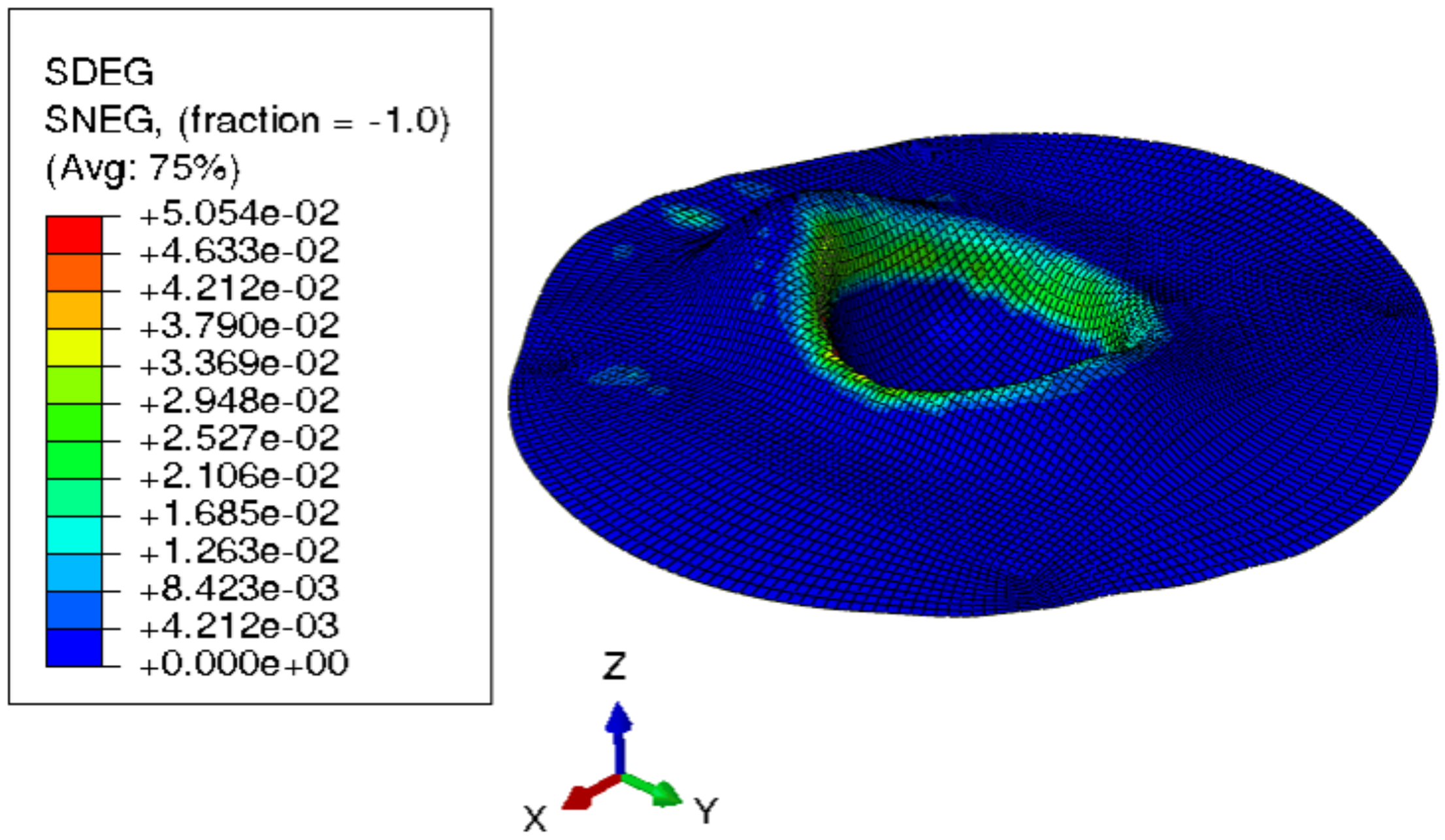
. To obtain the best deep drawing parameter in reducing wrinkle and tearing during deep draw process. The following is a brief description of commonly found defects. The wrinkling defects are a kind of buckling of the undrawn part of the blank.
This can be reached by a redrawing of a part using a series of dies or. In this article the basic principles of deep drawing the fundamental definitions and the advantages of the process are. DEFECTS IN DEEP DRAWINGI have published a book for production subject for gate mechanical examhttpswwwamazonindpB08NHBRFB5refmyi_title_dp.
If the depth of the part is greater than its diameter the operation is considered to be deep. In the illustration of incorrect draw ratio L the too-small post would cause metal to thin to the point of failure while the correct draw ratio R will result in a successfully deep drawn part. Yarn-like defect on printed fabric caused by the tail of printed grey silk cloth.
Deep drawing is a special process in sheet metal forming which is capable of forming many metallic parts and structures and it covers a wide range of applications in packaging automotive and aerospace industries. The punch is the desired shape of the base of the part once drawn. Key design principles for successful deep drawing.
In this paper we have focused on certain failures and their remedies encountered during sheet forming of the different grades of advanced high Address correspondence to this author at the Department of Mechanical strength steels. Sub-Zero Treatment of Tool Steels Feb 10. In addition the heat produced during the process is also a reason it makes.
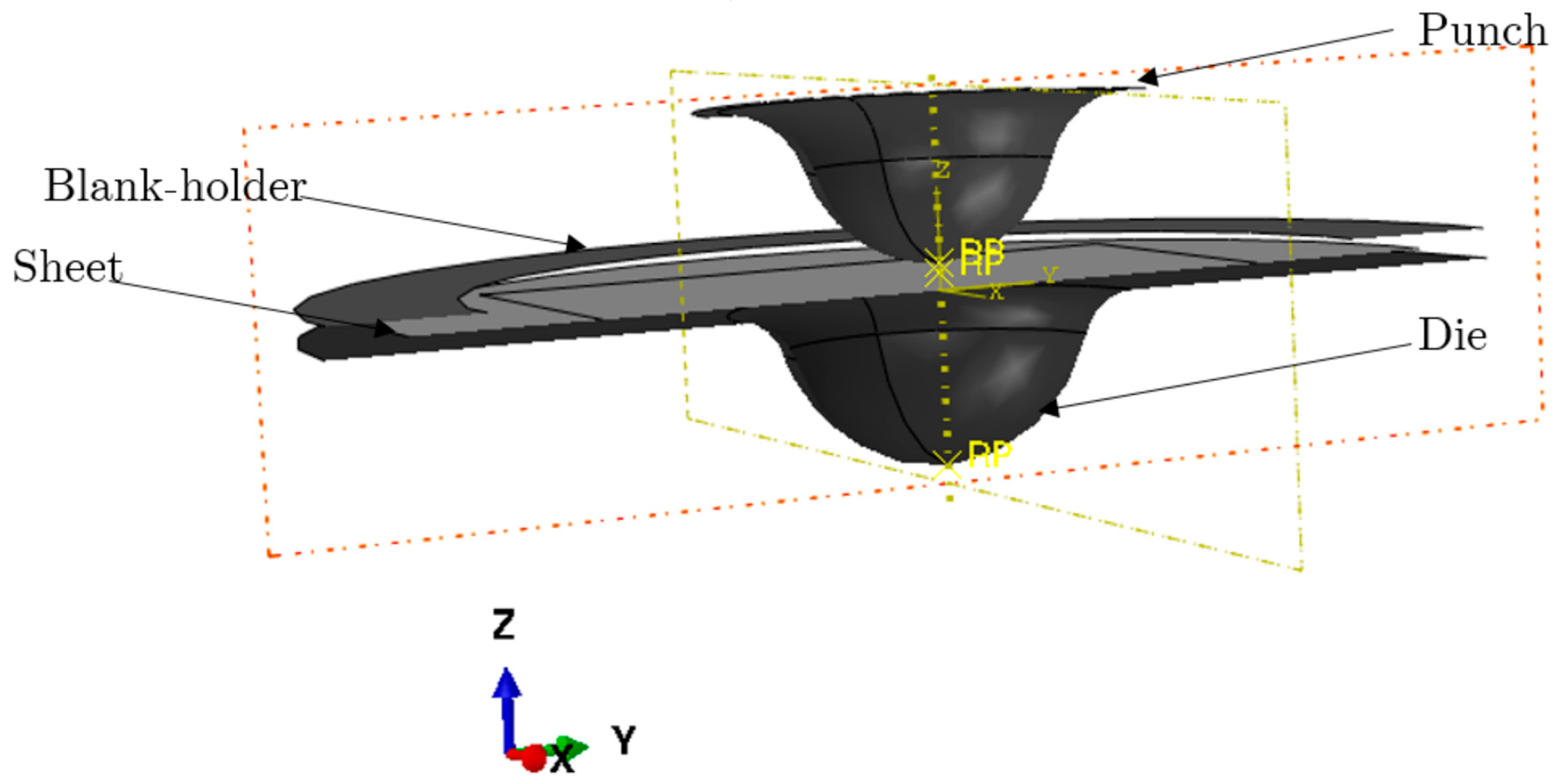
The schematic drawing of the conventional deep drawing process is depicted in Figure 61. The process is considered deep drawing when the depth of the drawn part exceeds its diameter. The die cavity matches the punch and is a little wider to allow for its passage as well as clearance.
For any given problem there can be multiple causes and twice as many solutions. Deep drawing experiments carried out at 473 K revealed that the AZ31 magnesium alloy sheets could be successfully drawn at a limiting drawing ratio LDR of 23 with a. Engineering The Petroleum Institute Abu Dhabi UAE.
Mostly because of the poor yarn treatment of printed grey silk cloth. This may occur in the vertical. Defects in Deep-Drawn Parts.
Deep drawing of sheet metal is performed with a punch and die. 15Deep edge medium shallow edge Description. The main reason for all scratches on the surface of stainless steel drawing parts is due to the relative movement of the workpiece and the surface of the die which under certain pressure results in the direct friction between the material and the surface of the die.
This defect is caused by the excessive compressive stresses if the slenderness ratio is higher than a certain value. That is the cloth on both sides and one side and the middle of the cloth hue or depth. To investigate the effects of draw depth and blank holder force in deep drawing process.
Deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch. The deep drawing tests were carried out using the die shown in 4 which was designed and Figure manufactured for this purpose. It consists of the following main.
The stress in the flange region during the deep drawing process is a combination of radial tensile drawing stress and a tangential compressive stress hoop stress. Successful deep drawing depends on many factors. It is thus a shape transformation process with material retention.
The main defects of deep drawn parts are wrinkling andor necking. Troubleshooting deep drawing problems can be a frustrating experience. 15 SCOPE OF STUDY Cylindrical cups drawing is responsible for the manufacture of billions of metal containers.
Deep drawing is a complex forming process in which the sheet metal is drawn into a forming die by a punch so that a different kind of stresses are applied on the material blank.
The 10 Common Weld Defects You Should Know Sentin
2
Materials Free Full Text Simulation Based Process Design For Asymmetric Single Point Incremental Forming Of Individual Titanium Alloy Hip Cup Prosthesis Html

Welding Defects Types Causes And Remedies With Pdf Quiz
2
2
2

Welding Defects Types Causes And Remedies With Pdf Quiz
0 comments
Post a Comment